 Wobo Industrial Equipment Co., Ltd.
Wobo Industrial Equipment Co., Ltd.





CONTACT US


Product Overview
The biogas decarbonization and purification unit is a highly integrated modular system that combines biogas cleaning, compression, dehydration, membrane separation, and post-boosting in a single package.
Drawing on extensive experience in gas separation and compression, the system is optimized for efficient removal of impurities and CO₂, producing high-quality methane suitable for biogas utilization and clean energy applications.
Working Principle
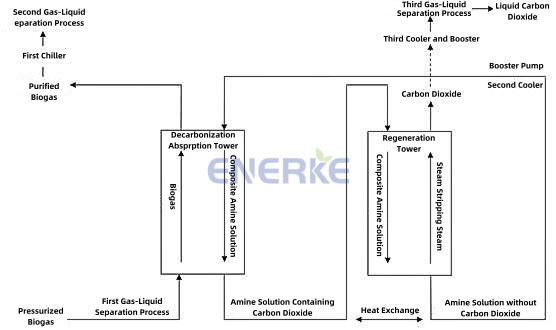
The unit first treats raw biogas to remove sulfur compounds and other impurities. The gas is then compressed and dehydrated to reduce moisture content.
At the core of the system is hollow fiber membrane separation technology, which exploits differences in gas permeation rates to efficiently separate CO₂ from CH₄, thereby increasing methane concentration. The purified gas is further pressurized to meet storage or transport requirements, converting raw biogas into high-quality fuel gas.
Key Features
- Modular Design: Integrates desulfurization, blower, decarbonization, boosting, and filling units for easy installation, transport, and maintenance.
- High Separation Efficiency: Methane recovery rate exceeds 95%, with CO₂ content reduced below 3%.
- Flexible Operating Range: Handles flow rates from 200–450 Nm³/h, with operational flexibility of 30%–110%.
- Energy Efficient & Environmentally Friendly: Multi-screw compressor technology improves efficiency and reduces energy consumption per unit of gas.
- Stable Operation: Optimized system design ensures reliable long-term performance.
Applications
- Biogas Resource Utilization: Ideal for agricultural, wastewater treatment, and landfill biogas, enabling purification and efficient use of methane.
- Natural Gas Replacement: Provides clean fuel supply to support the transition from traditional energy to low-carbon energy.
- Environmental & Emission Reduction Projects: Supports greenhouse gas reduction and resource recovery, contributing to sustainable development goals.
| Parameter | WOBO-450 | WOBO-850 | WOBO-1250 | WOBO-2000 |
| Flow Rate Range (Nm³/h) | 200 – 450 | 500 – 850 | 900 – 1250 | 1500 – 2000 |
| Flow Operation Flexibility | 30% - 110% | 30% - 110% | 30% - 110% | 30% - 110% |
| CH₄ Recovery Rate | >95% | >95% | >95% | >95% |
| CO₂ Target Content | <3% | <3% | <3% | <3% |
| Inlet Pressure Range (kPa) | 10 – 30 | 10 – 30 | 10 – 30 | 10 – 30 |
| Outlet Pressure Range (barg) | 4 – 250 | 4 – 250 | 4 – 250 | 4 – 250 |
| Daily Capacity (m³) | 5000 – 10000 | 12000 – 20000 | 20000 – 30000 | 36000 – 50000 |
| Configuration | Variable frequency twin-screw (1 unit), air-cooled | Variable frequency twin-screw (2 units), air-cooled | Variable frequency twin-screw (3 units), air-cooled | Variable frequency twin-screw (2 large units), air-cooled |




