 Wobo Industrial Equipment Co., Ltd.
Wobo Industrial Equipment Co., Ltd.













CONTACT US


Product Overview
The Liquid Carbon Dioxide Recovery System for food factories is specially designed to process high-concentration CO₂ waste gases generated during food production. The system separates, purifies, and liquefies CO₂-rich exhaust, producing high-purity liquid carbon dioxide (CO₂ purity ≥ 99.9%), meeting national industrial-grade standards.
This system significantly improves CO₂ utilization efficiency, reduces production costs, and meets environmental emission requirements. It is ideal for food factories and other industrial settings with high-concentration CO₂ waste gases.
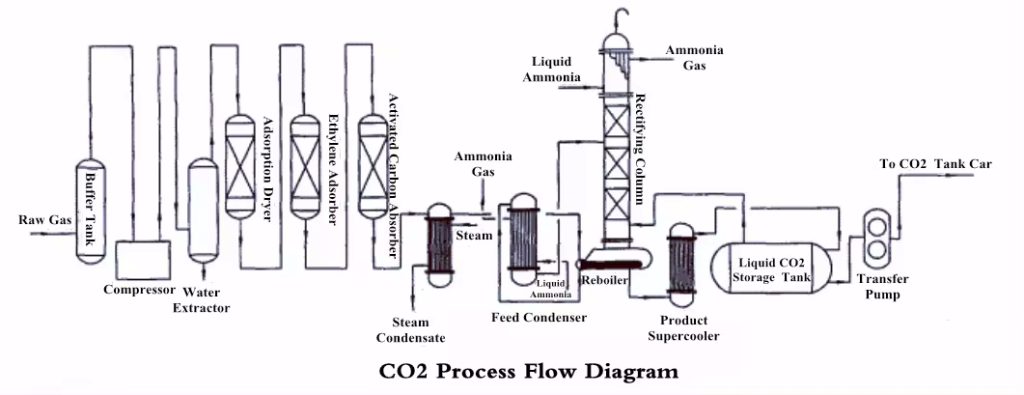
Working Principle
The system collects decarbonized exhaust gases, which then undergo filtration, precise adsorption, and low-temperature liquefaction to separate and purify CO₂. After deep purification, the liquefaction unit cools CO₂ into liquid form, producing stable, high-purity liquid CO₂. Fully automated controls ensure continuous, safe, and stable operation.
Key Features
- High Recovery Efficiency: Over 75% of CO₂ is recovered, maximizing resource utilization.
- High-Purity Output: Produces liquid CO₂ with purity ≥ 99.9%, suitable for beverage and food industry applications.
- Stable Operation: Optimized process design ensures safe, reliable, and cost-effective production.
- Environmentally Friendly & Economical: Reduces CO₂ emissions while offering economic benefits.
- Automated Control: Fully automated operation allows continuous production without manual supervision.
Applications
- Beverage & Food Processing: For carbonated drinks, beer, and food preservation.
- Tobacco Industry: Used for moisture control and gas filling in cigarette production.
- Welding & Aluminum Processing: Acts as a protective gas in welding and surface treatment of aluminum.
- Other Industrial Uses: CO₂ recovery in nitrogen fertilizer production, hydrogen refining, and other industrial processes.
| CO₂ Purity | CO₂ ≥ 99.9% (National Standard for Industrial CO₂) |
| CO₂ Recovery Rate | ≥ 75% |
| CO₂ Parameters | ~ 2.2 MPa, ~ -20°C |
| Raw Material and Utility Consumption (per ton of Liquid CO₂) | ||||
| Item | Specification | Unit | Consumption | Remarks |
| CO₂ Raw Gas | CO₂ ≥ 85% | Nm³ | Variable | Related to CO₂ amount |
| Adsorbents, etc. | Special Use | Kg | 5 | |
| Utility Consumption (per ton of Liquid CO₂) | ||||
| Item | Specification | Unit | Quantity | Remarks |
| Electricity | 220V | kWh/h | 4 | For lighting and instrumentation |
| 380V | kWh/h | 250 | ||
| 6KV | kWh/h | 400 | Additional 400KW backup | |
| Instrument Air | P=0.6MPa, dp=-20℃ | Nm³/h | 30 | For instruments and control valves |
| Circulating Water | P=0.4MPa, <25℃ | ton/h | 50 | For one compressor |
| Steam | P=1.3MPa, ≥180℃ | ton/h | 0.15 | For steam heater |
| Liquid Ammonia | Kg/h | 2 | Consumption in ammonia circulation system | |




