 Wobo Industrial Equipment Co., Ltd.
Wobo Industrial Equipment Co., Ltd.


CONTACT US


Product Overview
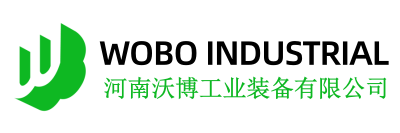
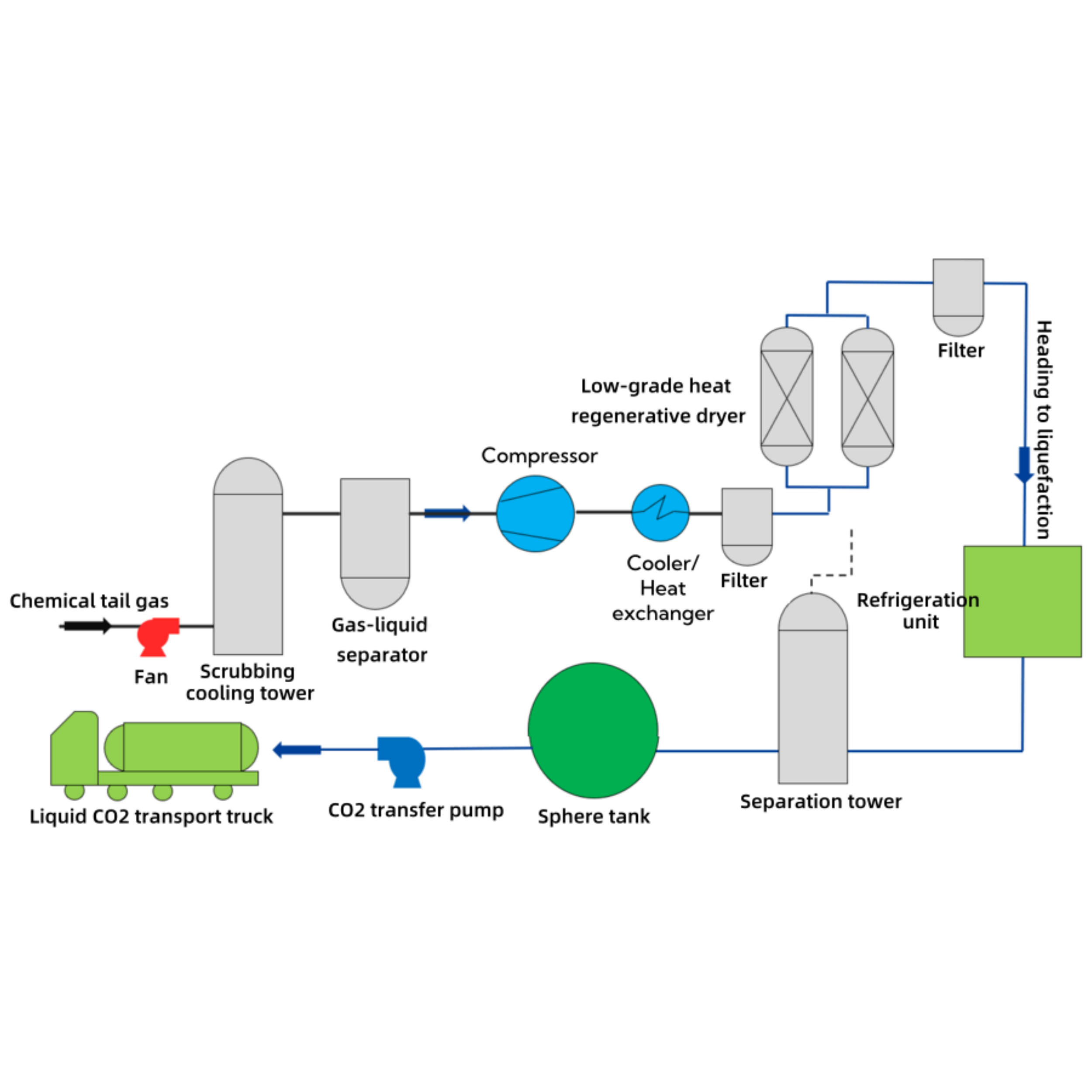
Low-temperature liquefaction CO₂ capture technology is a high-efficiency carbon dioxide separation solution designed for high-concentration CO₂ flue gas (CO₂ content ≥ 80%). By integrating filtration, compression, cooling, separation, and storage processes, the system achieves efficient CO₂ capture with stable output. It provides reliable CO₂ recovery solutions for industries such as refining, coal chemical production, and other high-CO₂ emission processes.
Working Principle
The system utilizes low-temperature liquefaction to separate CO₂ based on differences in boiling points between CO₂ and other gases. Flue gas is first filtered and compressed, then cooled to liquefy CO₂, which is separated from the remaining gas mixture. The liquefied CO₂ is collected and stored in dedicated storage tanks, enabling continuous, efficient CO₂ capture and resource utilization.
Key Features
- High-Efficiency Separation: Low-temperature liquefaction leverages boiling point differences to achieve high-purity CO₂ separation.
- Simplified Process: Streamlined operation reduces management complexity and eases maintenance.
- Cost-Effective Investment: Equipment requires lower capital investment compared with other separation technologies, making it suitable for industrial-scale applications.
- Wide Applicability: Optimized for high-concentration CO₂ flue gas (≥80%), meeting the demands of refining and coal chemical industries.
Applications
- Refineries: Capture high-concentration CO₂ from refining processes for reuse or storage.
- Coal Chemical Industry: Efficiently capture CO₂ generated in coal chemical production, improving energy and resource utilization.



...")
