 Wobo Industrial Equipment Co., Ltd.
Wobo Industrial Equipment Co., Ltd.




CONTACT US


Product Overview
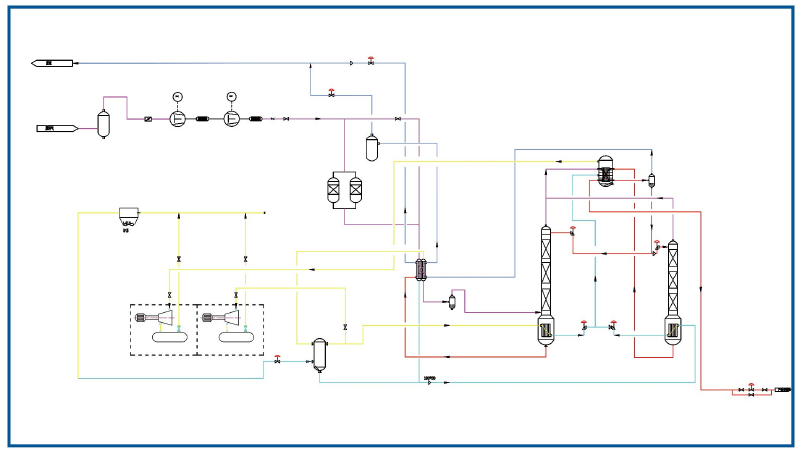
The CO₂ Recovery and Liquefaction Unit is specially designed to process CO₂ emissions from alcohol fermentation, carbonate calcination, ammonia synthesis, ethylene catalytic oxidation, and coal gasification processes. The system employs multi-stage filtration, adsorption, chemical reaction, scrubbing, separation, and distillation technologies to remove impurities and produce industrial-grade or electronic-grade high-purity CO₂ in liquid form. Designed for continuous 24-hour unattended operation, it ensures stable, efficient gas recovery and liquefaction.
Working Principle
CO₂ gas passes through multi-stage purification and liquefaction processes. Particulate impurities are removed by filtration, acidic and organic contaminants are eliminated via adsorption and chemical reactions, and final purification is achieved through scrubbing, separation, and distillation. Liquefaction occurs entirely within stainless steel equipment, guaranteeing high gas purity and operational safety.
Key Features
- Tailored Design: Customized according to the composition of feed gas, minimizing energy consumption and capital investment while ensuring process efficiency.
- Compact Structure: Small footprint with optimized layout for easy installation and maintenance.
- Advanced Control System: Integrated DCS (Distributed Control System)enables 24/7 continuous and unmanned operation.
- All-Stainless Steel Construction: All parts in contact with CO₂ are stainless steel, ensuring long-term safety and stability.
Applications
- Industrial Gas Production: Provides high-purity CO₂ for industrial gas users and manufacturing processes.
- Food & Beverage Industry: Recycles and liquefies CO₂ for use in carbonation, packaging, and preservation processes.
- Chemical Industry: Supports CO₂ recovery and utilization in chemical production, improving resource efficiency.
- Environmental Projects: Ideal for Carbon Capture and Utilization (CCU)initiatives, promoting sustainable development goals.
| Load Capacity | Loading Area |
| 2400 Kg/Y | 10 × 20 m² |
| 1 WT/Y | 15 × 25 m² |
| 2 WT/Y | 13 × 30 m² |
| 3 WT/Y | 15 × 35 m² |
| 4 WT/Y | 20 × 40 m² |
| 10 WT/Y | 30 × 50 m² |
| Parameter | Description |
| Capacity | 300 - 15000 Nm³/h |
| CO₂ Storage Temperature | -20 ~ -25 °C |
| Storage Pressure | 2.0 MPa.G |
| Water Content | ≤ 20 ppm |
| H₂S Content | ≤ 0.1 ppm |
| Power Consumption | 0.3 ~ 0.34 kW·h/Nm³ (CO₂) |





