 Wobo Industrial Equipment Co., Ltd.
Wobo Industrial Equipment Co., Ltd.


CONTACT US


Product Overview
Wet CO₂ removal technology is a widely applied gas purification process suitable for efficiently removing CO₂ and H₂S from various gas streams, including synthesis gas for ammonia and methanol production, refinery gas, town gas, and natural gas.
The process uses methyl diethanolamine (MDEA) as the core absorbent in combination with an activator system, leveraging both physical and chemical absorption mechanisms. This ensures high purification efficiency while minimizing energy consumption. The technology not only removes CO₂ but also simultaneously eliminates inorganic and hydrolyzable organic sulfur compounds, providing a stable and reliable solution for industrial gas purification.
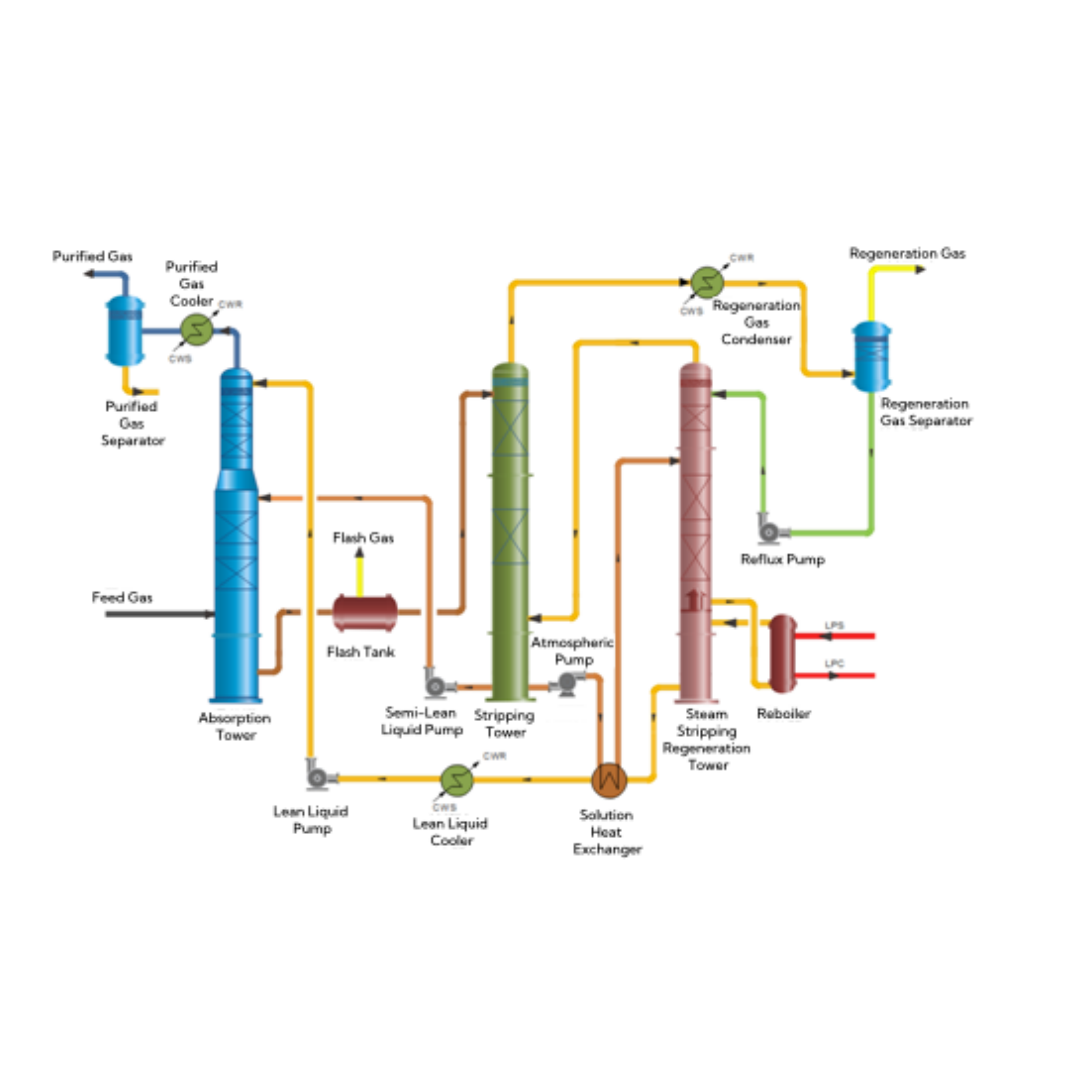
Working Principle
The technology operates based on the absorption and regeneration of amine solutions.
Gas containing CO₂ and H₂S enters the absorption tower and comes into contact with the MDEA solution. CO₂ and H₂S are selectively absorbed into the liquid phase, with CO₂ primarily captured via reversible chemical reactions and a portion physically dissolved.
The rich amine solution is then sent to the regeneration system, where heating releases CO₂ and H₂S, restoring the absorbent’s activity for recirculation. Activators are introduced to enhance reaction rates and absorption efficiency, enabling a low-energy, high-efficiency gas purification process.
Key Features
- Flexible Process Configuration: Supports single-stage or multi-stage absorption and regeneration, optimizing both investment and operating energy consumption.
- High CO₂ Removal Efficiency: Reduces CO₂ concentration to below 20 ppm, meeting high-purity gas requirements.
- Strong Desulfurization Capability: Can lower total sulfur to ~1 ppm at inlet sulfur levels of approximately 1 g/Nm³.
- Material Compatibility: Low corrosivity to equipment materials; compatible with carbon steel and other commonly used materials, extending equipment lifespan.
- Simultaneous Inorganic & Organic Sulfur Removal: Enhances overall gas purification performance.
- Stable Operation: Suitable for continuous industrial-scale production.
Applications
- Petrochemical Industry: Purification of synthesis gas for ammonia and methanol production, improving product quality and reducing emissions.
- Natural Gas Processing: Efficient removal of CO₂ and H₂S from natural gas, ensuring safe transport and usage.
- Refinery Gas Treatment: Purifies various refinery gas streams, increasing gas utilization efficiency and minimizing environmental impact.
| Plant Capacity | Feed Gas | Process Route |
| 20,000–80,000 T/a | Flue Gas | Amine Process |
| 85,000–100,000 Nm³/h | Natural Gas | Amine Process |
| 12,000 T/a | Cement Flue Gas | Amine Process |
| 20,000–50,000 t/a | Lime Kiln Flue Gas | Amine / VPSA |
| 50,000 t/a | Field Gas | Amine Process |
| 4,700 Nm³/h | Coal Gas | Amine Process |
| 148,743 Nm³/h | Blast Furnace Shaft Gas | Amine Process |
| 10,000–75,000 Nm³/h | Synthetic Natural Gas | Amine Process |
| 50,000–300,000 T/a | Boiler Flue Gas | Amine Process |
| 23,857 Nm³/h | Ethylene-rich Gas | Amine Process |
| 3,000 Nm³/h | Low-concentration Gas | Amine Process |
| 20,000 t/a | Catalytic Flue Gas | Amine Process |
| 6,000–80,000 Nm³/h | Shift Gas | Amine Process |
| 50,000 t/a | PSA Tail Gas | Amine Process |




